




New England Iron Working – Armory to the Colonial States
The English settlers of the 13 colonies did bring technical know how from England, but the British sought to situate most of the skilled iron masters at colonial locations to provide iron to produce essential hardware for cooking, buildings, farming and ship repairs. Starting with Bloomery technology, the early settlers were able to make these essential pieces pieces from the small yields provided in a bloomery. However, when the colonial army needed cannon and large ammunition to drive the better armed British away. The iron masters of New England began using Blast Furnace process to extract larger melts of iron from earthen ores. During the American Revolution, 80% of the cannon produced in the colonies were made at the Salisbury Furnace. For years, local historians have dubbed the site the “Arsenal of the Revolution.”


Salisbury Iron – the “Iron Rush”
In 1728, during a move to open the western lands for settlement, surveyors were sent to the area from Hartford, Connecticut to determine borders and establish townships. While working in the field, surveyors found their compasses behaved erratically because of massive iron deposits underfoot; they also found traces of iron around animal holes and diggings. By 1731, John Pell and Ezekiel Ashley were exploring the areas in the western section of Salisbury, where they discovered at Old Hill (later named Ore Hill) the largest and richest of the deposits that became renowned as Salisbury Iron Ore.
While the 1731 discovery of iron ore suggested the potential for an industry, processing the ore into iron required money and iron-making technology. In 1732 entrepreneur Thomas Lamb arrived from Massachusetts and began purchasing property and water rights for power. He eventually controlled more than 5,000 acres. In September 1734, Lamb was granted water privileges on the Salmon Fell Kill in the Lime Rock section of Salisbury. There he began processing ore at his bloomery, a forge used for smelting ore into wrought iron. Lamb’s efforts thus initiated almost two centuries of northwestern Connecticut iron production. Richard Seymour’s East Canaan bloomery followed Lamb’s Forge in 1739 and was constructed adjacent to the Blackberry River, a tributary of the Housatonic. Joseph Skinner’s forge in Sharon first produced iron in 1740, and in Kent iron was first made in 1744. In Salisbury another forge at the outlet of Twin Lakes opened in 1748, and another by John Gray on Sharon Mountain began operation in 1750. By this time, an “iron rush” materialized in the northwest corner.
Click Here for more information on the Salisbury Iron Region
Blast Furnaces – Ethan Allen & Cannon Making
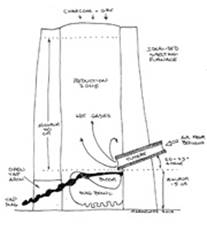
While the ealry iron bloomery forges manufactured very good quality wrought iron, each had a maximum production capacity limited to about 400 pounds per day. With the demand for iron continuing to grow, the Forbes brothers of East Canaan along with John Hazeltine of Massachusetts and a 23-year-old from Cornwall named Ethan Allen built the region’s first blast furnace in the Lakeville section of Salisbury in 1762. While Ethan Allen was in the Salisbury he had learned of the rich lode of iron ore that had been found there, an entire hill of almost pure hematite, virtually free of impurities. Ethan realized that there was a great opportunity awaiting the person who could build a charcoal blast furnace in Salisbury to melt the iron ore so it could be cast into useful products and into iron bars to be hammered in the forges.
Everything that was needed for a blast furnace was right there in Salisbury: a large lake fed by springs with a steady outflow of water that could operate a water wheel to produce compressed air; a large supply of limestone that could be dug out of the hills at Lime Rock, midway between Cornwall and Salisbury; hills covered with hardwood trees which could be harvested to make charcoal; and finally, Ore Hill itself, with its fabulous lode of high quality iron ore.
Ethan fortunately met a man with a similar desire, Paul Hazeltine, who with his father and brothers operated several iron works in Eastern Massachusetts. Paul’s father, John, on hearing of the potential in Salisbury, committed himself to build a blast furnace if the necessary property and mineral rights could be obtained. Ethan promptly took care of this, working with the Forbes brothers, and in January 1762 the four men entered into a partnership to construct the furnace. For his contribution in making the arrangements and his continuing tie to the operation, Ethan received a one-eighth interest in the furnace.
Soon the furnace was in full operation, with a large crew of local workmen under Allen’s direction, producing potash kettles, pig iron and other needed products. (A section of one of the pieces of pig iron produced by Ethan Allen in 1764 was recently discovered buried not far from the furnace site, and is now on display in the Salisbury Cannon Museum). The furnace continued in operation for over eighty years, until the year 1844, when it was torn down to make way for a factory producing pocket knives. During the American Revolution the furnace was operated by the Connecticut Committee on Safety to produce over 800 iron cannons. It was a major industrial installation for its time. Before long the section of Salisbury where the furnace was located became known as “Furnace Village”, a name which remained until 1846, when it was changed to Lakeville.




