






Green sand casting is generally considered the easiest casting system because it is possible to use an existing part as a pattern for a 1-off project. However it is also used for some high volume projects also. The major benefit of this process is that the sand is easily recycled with low smell and a low ecological impact. When used to form parts out of aluminum alloys, the sand mixture does have an impact on the final quality due to the potential for hydrogen gas pick up in the metal from the moisture in the sand. Therefore, with aluminum green sand is generally used to form simple shapes and parts that aren’t susceptible to leakage.
The process has 4 primary factors considered important:
- Sand Quality
- Pattern precision and alignment between cope and drag
- Gating and risering design
- Metal Control
Green Sand Quality
The description of “Green Sand” has no bearing on the color of the sand, the name comes from the fact that the sand mold is not “set”, it is still in the “green” or uncured state even when the metal is poured in the assembled mold. The molding sand used in this process relies on a well proven binder system hat includes water, clay and some organic compounds. A typical recipe would be:
- Sand Mixture: silica sand (SiO2), chromite sand (FeCr2O4), or zircon sand (ZrSiO4), 75 to 85%, sometimes with a proportion of olivine, staurolite, or graphite.
- Bentonite clay (primary binder): 7 to 13%
- Water: 2 to 4%
There are many Green Sand recipes that vary the proportion of clay, water and sand grains, but they all try to produce a sand mixture that is compactable, yields a good surface finish, and provide the ability of the hot molten metal to degas. Green sand casting for non-ferrous metals typically does not use coal additives (as found in an iron foundry), since the CO created does not prevent oxidation. Green sand for aluminum typically uses olivine sand (a mixture of the minerals forsterite and fayalite, which is made by crushing dunite rock).
Quality Control Variables for Green Sand
Measuring and controlling the KPIV’s (Key Process Input Variables) should be confirmed by any supplier quality engineer or foundry management audit. The following factors are the most common factors for a typical green sand system used for aluminum casting:
Compactability:
This test is the most frequently performed evaluation at the molding station to measure the compression of a mulled sand as “the percentage decrease in the height of a loose mass of sand under the influence of compaction” Compactability is probably the most common green sand test and can be performed by a lab test method known as “ram compactability”. This test is used to confirm how wet or dry the green sand is and the test results indicated whether moisture must be added or reduced. Maintaining a compaction is directly related to the sand will perform in the molding operation and reflects the degree of temper of the green sand. Because it is so important, compactability testing has also been incorporated into automated sand mulling systems.
Moisture Testing:
The moisture test is used is used to determine the actual percentage of moisture in the molding sand. While this test is not performed as frequently as the compactability test it’s one of the most important KPIV’s to the overall “recipe”. This is because the moisture content affects the plasticity of the clay bond, which binds the sand during mold filling and prevents sand-related defects. For this reason, the moisture content is maintained within a narrow range.
Active Clay Percentage:
The “Methylene Blue” clay test value is the measurement of the amount of active, or “live”, clay present in the evaluation sample from the molding sand. The test determines the amount of exchangeable ions present in the active clay by adsorption of the methylene blue dye. Clay that still has ion exchange capability will contribute to green, dry and hot strength properties of the green sand.
Permeability Testing:
Permeability is a test to evaluate the ability of the sand mixture to allow gases formed during mold filling to permeate the sand, thereby venting the gases away from the metal front and through the rammed green sand mold. In this case, the most important factors in regulating the degree of permeability include sand grain size, shape, distribution and type. Also, the binder and how it combines with the sand fines will also inhibit the permeability after it has been activated with the moisture. With this KPIV, there are both Low and High limits established to control the process. While low permeability can result in a smooth casting surface finish, it can also result in cause blows, pinholes and expansion defects. Similarly, high permeability reduces gas pressure but can result in mechanical penetration and a rough surface finish.
Green Compression Strength:
Green compression strength indicates the maximum compression stress the sand mixture is capable of sustaining and is used to control the rate of clay addition to the green sand system. Similar to compactability, it evaluates the overall performance from the degree of mulling, clay content, and additive affects. Again, with this KPIV, there are both Low and High limits established to control the overall molding process. While a low green compression strength provides good flowability of the sand around a pattern shape, it can also result in broken molds and poor draws. Other factors related to a low strength reading are low clay content, dry sand and poor mulling. A high green compression strength will provide stronger molds but will also make a difficulty in shakeout, result in poor casting dimensions, require high ramming resistance and higher cost. High clay content is the primary reason for high strength readings.
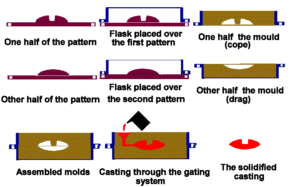
Pattern precision and alignment between cope and drag
In the most simple sense, a machined prototype part, or even an existing part, can but used to form an impression in the green sand mold. However, most serial production green sand foundries using traditional cope and drag mold set rely on a pattern match plate to create the impressions for both cavity and runner sections. These types of patterns can be made from Wood, Aluminum, Plastic, Iron, or Steel. The investment in the pattern is the most expensive tooling component for molding in green sand. However, if internal cores are required, these pieces are made from a resin-bonded sand molded in a machined core-box. Resin bonded cores are produced separately and stored until needed in the green sand molding line.
Pattern Alignment
It is very important to make sure that the pattern impressions are aligned between the cope and drag halves of the mold set. For this reason, most patterns are placed on a single plate. This plate is then machined so that it can be aligned with dowels or pins in the flask boxes, thereby preventing molding shift. The video above does a good job of illustrating this.
Gating and Risering

The gating and riser design for a green sand mold can be the most critical factor for successful production of high quality castings. With the propensity for aluminum to pick up hydrogen from the moisture in the sand, a smooth flow of molten aluminum and placing risers in the most critical locations to counter the shrinkage is important. In the illustration above, you can see that the metal is poured into a down sprue and is then diverted sideways into the cavity area. After filling the cavity, and surrounding a resin bonded core to create an internal hole, the molten metal then flows into and up a riser that is open to the atmosphere. As the metal flow rises up into the open riser, the foundry operator visually knows when it is time to stop pouring. Obviously, this type of manual filling takes practice to establish optimum fill rate, metal temperature and timing skill to know when to stop filling. In many situations, particularly with high volume applications, a “choke” feature will be designed into the down sprue so that the filling rate is regulated based on the cross-sectional area. This choking affect causes the filling tube to back up, thus regulating how fast the mold can be filled.
Metal Control
Aluminum alloys used in Green Sand Casting are generally in the category of A356 or A319, but in small volume could also include other lesser known alloys unique to the buyer. However, in all situations the metal quality must be defined and controlled in a production setting. The following metal control factors are significant to the alloys used for Green Sand Casting:
- Metal Chemistry, primarily Si, Mg, Cu, Fe, Mn, Sr and Ti.
- Hydrogen content, as measured by a Reduced Pressure Testing (RPT) apparatus.
- Metal temperature prior to filling the mold.
- Metal cleanliness, as measured with a K-mold procedure to detect oxide presences or a more sophisticated thermo-analysis unit.
Lost foam casting (also known as evaporative-pattern casting) is very similar to lost-wax casting. However, in the case of lost foam, the molding system uses an expanded polystyrene foam shape that emulates the desired casting shape, with a foam shaped runner & riser system. The process takes advantage of the low density of the styrene foam and the fact that it melts and evaporates at a much lower temperature than the molten metal. For this reason, the foam pattern is packed in a densely packed dry sand volume that is compacted around the pattern with vibration.
The advantages of this process are being able to produce very complex castings, that would regularly require complex resin-bonded cores. The lost-foam castings are considered to be dimensionally accurate, and they need no significant amount of draft. other than what is required to remove the foam pattern from its mold cavity. Because the casting system has no parting lines, other than witness marks from hot melt glue at seam lines, there is no significant flash to remove. Risers are not usually required due to the nature of the process; because the molten metal vaporizes the foam and the first metal into the mold cools more quickly than the rest, which results in natural directional solidification
As with many industrial processes, the invention of this casting system is credited by General Motors to an artistic sculptor, Armand Vaillancourt. The first patent for an evaporative-pattern casting process was filed in April 1956, by H.F. Shroyer. Shroyer patented the use of foam patterns embedded in traditional green sand for metal casting. GM industrialized the Lost Foam Process for use in their Spring Hill, Tennessee foundry, where they used the same process for casting both Aluminum and Iron materials.
Process Description
There are 3 primary elements of this casting system:
- Expanded Polystyrene Foam Pattern & Runner system.
- Refractory Wash Coating for the styrene foam pattern.
- Compacted Sand Molding system using a dry, un-bonded sand.
Expanded Polystyrene Foam Pattern and Runner system



In principle the Lost-Foam casting system is an assembly of expanded polystyrene foam pieces that are glued together with simple hot-melt gluing systems. This is a “What You See Is What You Get” (WYSIWYG) molding system, not unlike a wax investment casting. The ability to assemble multiple foam allow the foundry to cast parts with complex internal shapes and passages that would be unheard of in conventional precision sand systems, Semi Permanent Mold or Green Sand casting. To accomplish this task for a serial production process, each foam peices will need to be molded in an individual mold, similar to an injection molding system. Pre-expanded beads of polystyrene are injected into a preheated aluminum mold at low pressure. Steam is then applied to the polystyrene which causes it to expand more to fill the die. The final foam pattern is approximately 97.5% air and 2.5% polystyrene. These individual foam patterns can be hot glued to other foam parts related to the pouring basins, runners, and risers to form the final pattern. In actual production, particularly for internal passages, much care is taken with the hot-melt gluing systems so that the foam patterns are fully connected together. In the absence of glue on the surface, there is a risk of having the ceramic wash filling in and creating a thin wall or leak condition.
Refractory Wash Coating on the foam pattern
After the foam pieces are glued into a cluster, the foam cluster is coated with ceramic liquid that has refractory like properties as the molten metal flows into the mold. The ceramic liquid is applied by various means, such as dipping, spraying or even brushing. After it is applied, this refractory-like coating captures all of the detail in the foam model and creates a barrier between the smooth foam surface and the coarse sand surface that surrounds it in the molding flask. The coating will be the primary control for permeability, allowing the gas created by the vaporized foam pattern to escape through the coating and into the sand. The ceramic coating also forms a barrier so the molten metal doesn’t penetrate the sand or cause sand erosion during pouring
Compacted Sand Molding System
After the coating dries, the cluster is placed into the flask and backed up with un-bonded sand, which is compacted around the cluster (outside and inside passages) using a vibration table. Once the sand is compacted, the mold is ready to be poured. Because there is usually a large volume of metal to pour, automated pouring systems are commonly used. It has been documented that the pouring process is significantly more critical than in more conventional foundry practices.